

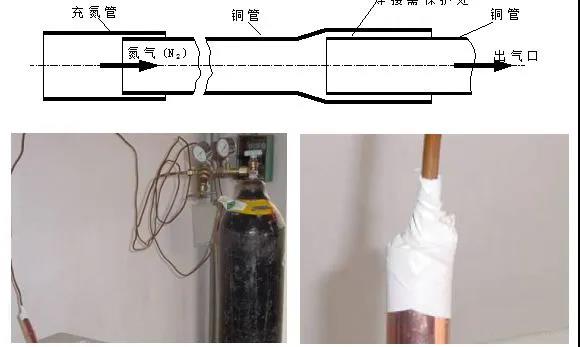
一般空调铜管在焊接过程中要求持续充氮气来隔绝空气中的氧气,俗称充氮保护焊接,以阻止氧化皮的产生。二、充氮保护焊接与吹洗管路:在对管路进行充氮保护焊接时候,需要了解以下知识:
- 焊接时氮气压力控制在0.2-0.3kgf/cm²左右;
- 使用气体必须是氮气,禁止使用氧气以免发生爆炸危险;
- 应确保足够的氮气通入时间,确保在焊接位置的空气被完全排出;
- 焊接工作宜向下或水平侧向进行,尽可能避免倒焊。
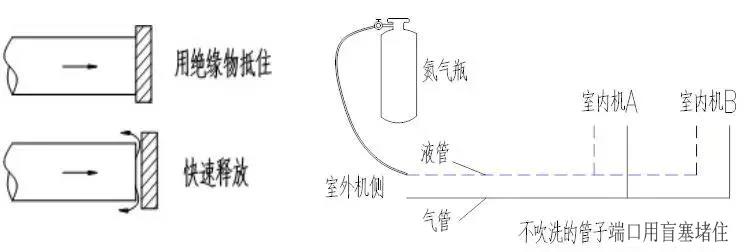
- 将压缩机高压截止阀与氮气瓶之间用耐压管道连好,打开氮气瓶阀,用氮气吹系统的高压段。即利用高速气流将系统中的污物排出,并用一张白布放在出气口检测有无污物,视其清洁程度而定,若白纸上较清洁,表明随气体冲出之污物已无,可停止吹污。
- 将压缩机低压截止与氮气瓶之间用耐压管道连好,打开氮气瓶阀,用氮气吹系统的低压段,仍用白布放在出气口检测有无污物,确认无污物后,吹污过程结束。

解剖后空调排气管组件、冷凝器组件,发现有些排气管组件整条排气管内壁存在大量氧化皮,即安装时不充氮保护焊接,不抽真空不良,导致管路中有氧化皮,杂质、水分存在,导致制冷设备发生故障。
【免责声明】:本文章版权归原作者所有,如有侵权请联系删除









 鲁公网安备 37131202371555号
鲁公网安备 37131202371555号